The FC Speedmaster serie of vacuum and pressure thermoforming machines, forming with steel rule cutting, offers several solutions to stack the final products.
- A) Standard basic upward stacking with separators frame
- B) Downward stacking with side conveyor belt for extraction of the piles
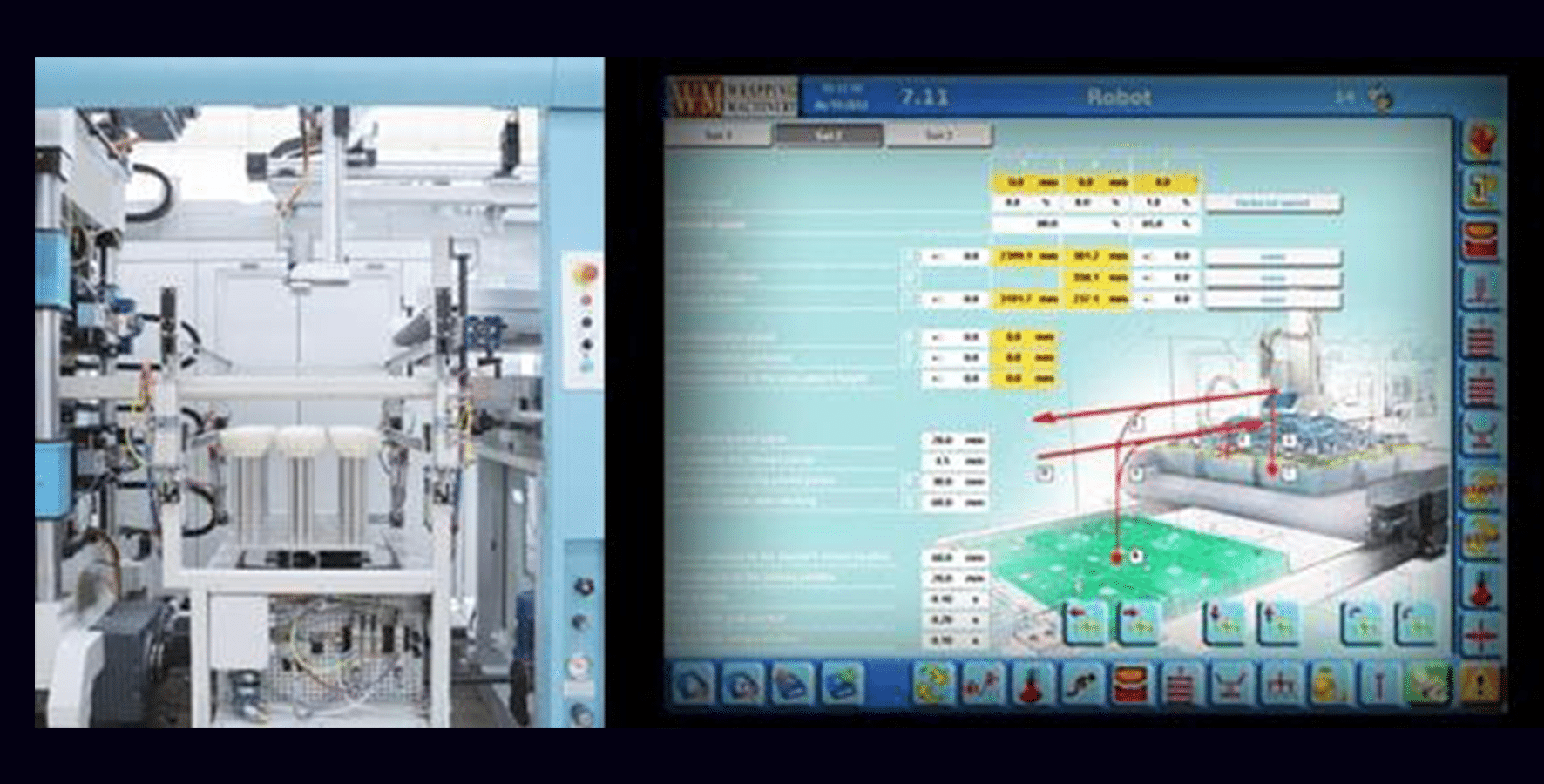
- C) 3 axis robot system
The most versatile solution is undoubtedly the automatic robotic stacker. This system, fully designed by WM, is installed on the upper part of the stacking station. The products are removed from the skeleton and piled up on a conveyor belt which provides the subsequent removal of the products outside the machine. Minimum strokes are required and may be programmed according to the product to be stacked, saving time and reducing the total cycle.
Why investing on this solution?
The most evident advantage of this system is the reduction in production changeover time.
According to the tests we made and to the experiences of the last five years we have reported a saving of 60% of the time needed in the adjustments of the stacking group.
The traditional upward system stacks the products into stacking walls which need to be adjusted in size manually according to the shape and the dimension of the thermoformed parts.
Dedicated stacker frames reduce in part the problem but create problems of warehousing.
Furthermore, in case of mould with A-B cavities, for anti-nesting to avoid too tight stacking, the row A has to be stacked over the row B trough an additional movement into the stacking frame. All this movements need to be adjusted and that means additional time in tool changeover. The adjustement, the setting up of the robot stacker is made trough a “teaching mode” where the only parameter required are the pick up position and the release position on the belt.
In case of A-B stacking, the setting up is very quick and simple because it is sufficient to switch on the rotating phase of the robot axe. The robot will provide a 180° rotation of the collected products, before depositing them over the previous formed area. It is also possible to rotate 90° left and 90° right.
The advantage in setting time saving is more evident the more the number of cavities increase.
Another important point to be considered is the reduced material consumption.
With the standard Upward stacker the mould needs to have 8 mm minimum space between the cavities, in order to use then the separators wall in the stacking unit.
Moreover, during the adjusting of the stacker walls, the operator has to stop the machine in order to retrofit the position of the separators according to the contour shape of the pieces.
The robot uses grippers to separate and lift up the products from the skeleton, this allows the study of a mould where the space between the cavities may be reduced with consequent saving in scrap percentage.
Furthermore, the position of the pick up point is not influenced by the correct centring of the part. On other word, with the traditional upward stacker, in case of incorrect cutting pitch the part will not be stacked correctly and will probably be blocked into the lower part of the frame, stopping the machine cycle.
With the robot, the part will be in any case removed from the skeleton and stacked on the conveyor belt. Finally, all shapes may be stacked. The product configuration, square, round or oval will not be a limitation for the stacking phase.
The technical department of WM has studied a solution which integrates the two stacking version, frames and robot. In this case the operator may choose the most appropriate solution and it is possible to use existing stacking frames.
Faster cycles and improved machine flexibility are the result of this solution we propose to our Customers for a better use of the FC Speedmaster Plus thermoformers.